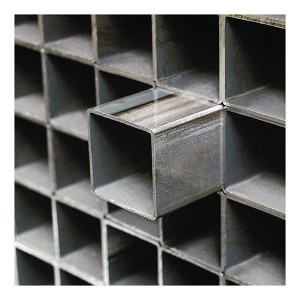
1. એર ડક્ટ ફેબ્રિકેશનની ચોકસાઈ અને ચોરસ ટ્યુબની હવાચુસ્તતાની ખાતરી કરવા માટે હોલો વિભાગ ખાસ ઇનલેટ એસેમ્બલી લાઇન પર બનાવવો આવશ્યક છે.
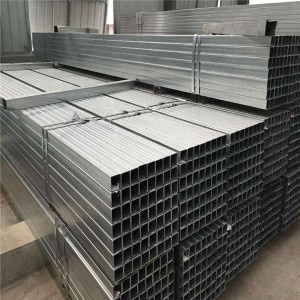
2. બ્લેન્કિંગ ઓફલંબચોરસ સ્ટીલ ટ્યુબ કોમ્પ્યુટર સોફ્ટવેરનો ઉપયોગ કરીને આયાતી સ્પેશિયલ મશીનો પર ફિટિંગ સંપૂર્ણપણે ઓટોમેટેડ હોવી જોઈએ અને આયાતી શીટ મેટલ સ્પેશિયલ પ્લાઝમા કટીંગ મશીનો પર ઓટોમેટિક પ્લાઝમા કટીંગ પ્રક્રિયા પૂર્ણ થવી જોઈએ.
3. ના ડંખ જોડાણ લંબચોરસ સ્ટીલ ટ્યુબડંખ પ્રક્રિયા માટે આયાતી સ્વચાલિત ડંખ ઉપકરણ અપનાવવું જોઈએ.
4. વચ્ચે જોડાણલંબચોરસ સ્ટીલ ટ્યુબ શરીર અને પ્લગ-ઇન ફ્લેંજે રિવેટ-ફ્રી કનેક્શન પ્રક્રિયા અપનાવવી જોઈએ, અને આયાત કરેલ સાધનોનો ઉપયોગ રિવેટ-ફ્રી કનેક્શન પ્રક્રિયા માટે થવો જોઈએ.
5. ના જોડાણ ફ્લેંજલંબચોરસ સ્ટીલ પાઇપ કનેક્ટિંગ પ્લેટ ફ્લેંજ અને પ્લગ-ઇન ફ્લેંજ કનેક્શન પ્રક્રિયા અપનાવવી જોઈએ.જ્યારે એર ડક્ટની મોટી બાજુની લંબાઈ 2000mm કરતા ઓછી અથવા તેની બરાબર હોય, ત્યારે સામાન્ય પ્લેટ ફ્લેંજના કનેક્શન ફોર્મનો ઉપયોગ કરવો જોઈએ, અને એર ડક્ટની મોટી બાજુની લંબાઈ 2000mm કરતા વધારે અથવા તેની બરાબર હોવી જોઈએ. .જ્યારે વ્યાસ 2000mm અને 2500mm કરતાં ઓછો અથવા તેની બરાબર હોય, ત્યારે પ્લગ-ઇન ફ્લેંજનું જોડાણ સ્વરૂપ અપનાવવું જોઈએ.લંબચોરસ હવા નળીને યાંત્રિક રીતે રિઇન્ફોર્સિંગ પાંસળીઓ સાથે દબાવવી જોઈએ, અને રિઇન્ફોર્સિંગ પાંસળી વચ્ચેનું અંતર લગભગ 300mm હોવું જોઈએ.